镀锌管的焊接措施
镀锌管的焊接措施
从人、材、机、法、环五个方面进行控制。
① 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,***施焊该管道焊工人员相对稳定。
② 焊材的控制:***采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以***流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。
③ 焊机:焊机须***、符合工艺需要;焊机必须有检定合格的电流、电压表,以***焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。
④ 焊接工艺方法:***镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。
⑤ 焊接环境控制:***施焊时的温度、湿度、风速符合工艺要求。

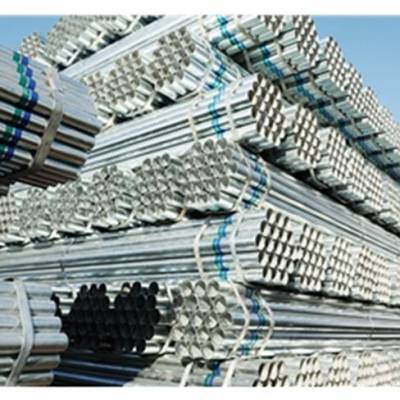
热镀锌管镀锌层的厚度是多少?
根据GB/T 13912-2002“含金属涂层的钢铁零件热镀锌技术要求和试验方法”,壁厚为≥6mm的钢管平均镀层厚度为85μm。对于壁厚<6mm的管道,平均涂层厚度为70μm。
可见热镀锌件(见3.5)的主要表面应是光滑的,镀锌管多少钱一吨,没有飞沫、粗糙和锌刺(如果它们造成伤害)、不剥落、没有泄漏电镀、没有残留溶剂残留物、锌和不应用于可能影响热镀锌工件的使用或耐蚀性的部分。
“粗糙”和“光滑”是相对概念。镀层的粗糙度与镀锌产品(如镀锌钢板和镀锌钢丝)的粗糙度不同,这些产品是通过机械滚筒挤压或/或吹塑而产生的。
只要镀层的厚度大于规定值,则允许镀件的表面具有深灰色或浅灰色不均匀区域。在潮湿条件下贮存的镀锌工件表面允许有白锈(以碱性氧化锌为主的白色或灰色腐蚀产物)。不可能建立一个外观和装饰的定义,可以涵盖所有的实际要求的橙盖。检查外观,检查不合格零件应根据6.3.2进行修补或再镀,然后送重新检查。
热浸镀锌涂层防腐时间长度大致与涂层的厚度成正比。
热镀锌方管的分类问题
热镀锌方管的分类。从生产工艺上是分为热镀锌方管和冷镀锌方管的。正是由于这两种镀锌方管的加不相同也就造就了它们很多不同的物理和化学性质。总的来说它们在强度、韧性和机械性能方面都有很多的区别。
热镀锌方管热镀锌方管:是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反响后又形成的一种方管。热镀锌方管的生产工艺较为简单,且生产效率是很高的,南京镀锌管,品种规格也多,镀锌管价格,这种方管所需要的设备和资金很少,镀锌管现货,适合小型镀锌方管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。
冷镀锌方管而冷镀锌方管是在所用的方管上利用冷镀锌的原理来使方管具有防腐蚀的性能。与热镀锌不同冷镀锌涂料主要通过电化学原理来进行防腐,因此******与钢材的充分接触,产生电极电位差,所以钢材表面处理很重要。
冷热镀锌区别镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法。